在本文的第一部分中,我们主要讲述了LED包装的细节以及LED贴片作业注意事项的部分内容。下面,我们将继续讲解LED贴片作业中需要注意的事项,以便广大客户能很好的维护LED的性能并确保贴片作业后,LED模组、LED屏的整体性能。
7. 贴片时,尽量采用混贴模式以减少色差隐患,确保LED显示面板的发光一致性,如不同盘、不同箱进行混合贴装,贴片机台设置混贴模式等;不同批次的LED不能同时混贴(包含库存尾料LED);制作同一块LED屏时,尽量采用同一贴片机、同一回流焊炉。
8. 如在SMT贴片过程中出现抛料,应优先排查载带、盖带是否存在变形、尺寸异常、拉丝、断裂等,灯珠是否存在侧放、反放;若存在异常,应及时反馈;否则需要排查贴片机的飞达、速率、吸嘴高度、精度等是否正常,若存在异常应及时调整。
8-1. 吸嘴大小:选取合适的吸嘴是提高LED屏品质的关键所在;在进行SMT贴片时,应尽量选择直径比LED(胶体)发光面大的吸嘴,可以避免在吸嘴下压高度设置不当时、吸嘴挤压LED胶体表面而导致其变形、并引起LED内部发生断线而出现死灯的情况。
8-2. 吸嘴高度设置:在正面发光二极管SMT时,吸嘴下压高度是影响LED品质的直接因素,如吸嘴下压太深会压迫LED胶体并导致其内部金线变形或断裂,造成LED闪烁、不亮、或其他品质问题。一般来说,将吸嘴高度设置为吸嘴下压至与LED焊盘刚好接触为最好。
9. 如贴片过程中出现上锡不良,可优先检查LED管脚与PCB板焊盘是否存在变形、氧化、或两者之间是否存在异物等;其次,确认锡膏与炉温是否存在异常,如存在异常,则可适当提高炉温,能够有效改善上锡不良的问题。
10. 一般来说,LED产品最多可进行两次回流焊,且在首次回流焊后需冷却至室温后才可进行第二次回流焊;回流焊中切勿对LED施加任何压力;LED完成焊接后,需冷却到室温状态方可进行其他处理。
11. LED灯珠支架PPA具有一定的高温黄化特性,回流焊时需确保所有条件一致,即同一LED屏只使用同一回流炉进行焊接,炉温变化曲线、链速等均需一致,从而避免工艺差异导致LED屏存在外观差异。
回流焊炉温曲线建议:
11-1. 有铅焊接温度不宜超过235℃,无铅焊接温度不宜超过250℃;
11-2. 预热区炉温不能上升过快,温度过高会严重损伤LED;回流区温度不应超过250℃,且不能超过10秒钟。
11-3. 如回流炉温度上下波动过大,则容易导致LED出现色差(即显色不一致),从而影响LED屏的整体显示效果。如过炉时,同一模组不同位置的最高温度差值超过5℃时,可导致模组局部偏暗,因此需要确保夹具边缘镂空和上下通风;回流炉在不同时间段内最高温度差值超过5℃,且回流时间差值超过7秒时,可导致模组之间出现色差。
11-4. 在设置回流炉各温区的温度、时间、最高斜率等,需参考锡膏供应商或厂家提供的数据。
11-5. 推荐温度焊接曲线
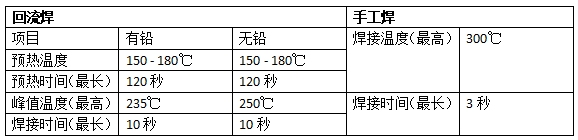
具体条件:
【补充两个图片:有铅/无铅回流焊】
注:如非必要,请尽量使用有铅焊接。
12. 进行手动焊接时,建议采用专用的镊子夹住LED的侧面,轻拿轻放以避免损坏LED
12-1. 切勿手拿LED灯珠:手拿LED灯珠会对其表面造成污染,进而影响LED的光学特性;此外,用力过大还可能造成LED变形或内部金属线断裂等。
12-2. 使用镊子时,切勿用力过大;对LED表面施加的压力过大会导致树脂刮花、剥落、或使产品内部变形、金属线断裂等,影响LED的性能或导致死灯。
12-3. 谨防LED跌落而导致的LED形变。
12-4. 进行手动维修焊接时,应避免吹风机直吹LED屏的正面;正面直吹会导致失效LED灯珠周边的正常LED灯珠亮度光衰过大,应从失效LED灯珠的侧面、以合适的角度吹热风,取失效灯珠时不可用力过猛,以防损坏周边LED灯珠。
13. 焊接完成后,推荐使用酒精(无水乙醇)进行清洗;当温度不高于30℃时,清洗可持续3分钟;当温度不高于50℃时,清洗可持续30秒;如采用其它类似有机溶剂进行清洗,则需确认该溶剂是否会对LED的封装和环氧树脂部分造成腐蚀和损伤等。
14. 模组灌胶保护:搭建户外LED显示面板或LED屏时,应对模组进行灌胶保护以确保产品的防潮性能;灌胶一般需要在SMT后48小时以内完成,从而避免模组吸入过多水汽而在灌胶后无法排出;灌胶务必高出管脚高度,即盖住管脚部位,具体灌胶高度可参考相应LED的产品规格书来确定。